光澤度怎么理解?光澤度是衡量物體表面光滑程度的一項指標,是衡量產品質量的重要依據之一。在紙張、陶瓷、皮革及產品外包裝等工業領域,企業對光澤度指標要求尤為突出。那么,光澤度儀怎么測量光澤度呢?本文對光澤度的概念及光澤度測量方法做了簡要的介紹。

按照ISO標準口的規定,物體表面的光澤度定義為一定的標準光源以某一入射角照射下,此物體表面的鏡面反射能力的大小。實際測量中,是以折射率為n=l.567的黑色玻璃的鏡面反射光量為標準,按下式確定被測物體表面的光澤度:
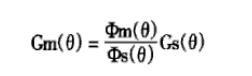
其中,Φs(θ)為入射角θ下,標準黑色玻璃的鏡面反射光通量,Φm(θ)為同一入射條件下,被測物體表面的反射光通量,Gs(θ)是標準板(黑色玻璃)的光澤度值,Gm(θ)則為待測物體的光澤度值。
按照ISO標準,定義標準版(折射率為n=1.567黑色玻璃)的光澤度為100,即令Gs(θ)=100。欲測得未知樣品的光澤度Φm(θ),只需測得待測樣品反射光通量與標準版反射光通量的比值即可。同一樣品在不同的光路入射角時可能會測得不同的光澤度值,故測量結果應注明儀器測量入射角。
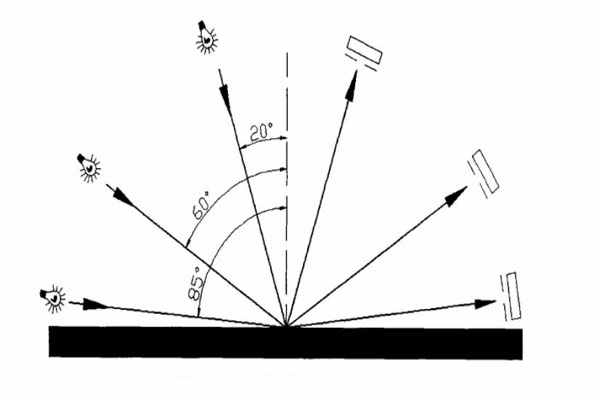
傳統的光澤度測量原理如下圖所示。三個發光二極管分別在不同時刻從三個角度產生光源,光電池接收反射過來的光信號并產生電壓。
1.測量標定
每次測試之前必須校標,將光澤計放在黑色標準板上,按下“電源開關”鍵,液晶屏顯示為0.0,且顯示校標,表示儀器進入校標工作狀態。按下“測試”鍵計算機便進行自動校準,校標結果即20°、60°、85°的光澤度值應該等于或近似等于黑色標準板的出廠值。
將標定后的光澤計平穩地放在白色標準板上,液晶屏顯示測試工作狀態。按“測試”鍵,此時,液晶屏顯示的20°、60°85°光澤度值與白色標準板出廠標定值之差不大于±1.5°,說明標定與校對后的儀器可以進行測試了,此時不能關電源,否則必須重新進行標定。
2.測量方法
將儀器放在被測樣品上,按“測試”鍵,則液晶屏顯示的讀數為該樣品在不同角度下的光澤度值(被測樣品必須為平面制品)。按下“測試”鍵時不能移動儀器。對被測樣品的同一點,可以按一次“測試”鍵,也可以按多次“測試”鍵,測試時計算機具有取平均值的功能,顯示的光澤度值是多次測量的平均值。